Share
Pin
Tweet
Send
Share
Send

Esta herramienta con un eje flexible, que también se llama mini taladro, puede realizar varios tipos de procesamiento de piezas y conjuntos de madera y metal en lugares difíciles de alcanzar. ¿Qué hacer si falla el motor eléctrico o si el disco está dañado? Intentemos reemplazarlo con un molinillo ordinario.

Quitamos el eje flexible de la herramienta fallida y lo reorganizamos a una amoladora que funcione. Pero el problema es que el husillo de la amoladora angular no contiene una unidad de conexión de eje flexible. Nuestra tarea es crearlo. ¿Qué se necesita para esto?
Será requerido:
- tuerca hexagonal alargada y perno, haciendo coincidir la rosca con el eje del molinillo;
- tornillo de banco
- amoladora angular de trabajo;
- destornillador de punta plana;
- grifo manual con mango cuadrado;
- martillo, alicates, alicates;
- rueda de esmeril con accionamiento mecánico;
- Tira de metal de 2 mm de espesor de la longitud requerida;
- tubos de copiadora para la fabricación de abrazaderas;
- taladro con taladros;
- dos juegos de conexiones atornilladas;
- dos placas para conectar abrazaderas;
- máquina de soldar;
- llaves inglesas
Instalar un eje flexible en una amoladora
Desenroscamos la tuerca de unión, por la cual el eje flexible, junto con la trenza, se fija en el cuerpo del dremel. Aflojamos el accesorio del vástago en el eje del mini taladro con una llave especial y lo extraemos.

Las partes principales de la unión del eje flexible al nuevo accionamiento serán una tuerca hexagonal alargada y un perno correspondiente a su rosca.

Desenrosque la tuerca redonda del eje de la amoladora angular y retire la carcasa protectora, después de aflojar la abrazadera de retención.

Atornille la tuerca alargada hexagonal en el eje de la amoladora y atornille el perno hasta que se detenga.


Marque en él la profundidad de atornillado con un marcador. Sujete la cabeza del perno en un tornillo de banco y trabajando la amoladora angular corte la varilla en el lugar marcado y gire la parte de la varilla que queda en la tuerca, pero no hasta el final.

Cortamos la varilla del perno desde el extremo en la dirección longitudinal en sentido transversal a lo largo de los diámetros perpendiculares. Con un destornillador plano, gire la varilla en la tuerca al ras con su plano superior usando las ranuras hechas.


A continuación, usamos un golpe manual con un vástago cuadrado, cuyas dimensiones corresponden al cuadrado del vástago del eje flexible, pero no para su propósito previsto, sino todo lo contrario.

Con un martillo, empujamos el vástago del grifo hasta el punto de intersección de las ranuras en el perno, luego lo sacamos del agujero con unos alicates para hacer un zócalo para el extremo del eje del eje flexible. Repetimos esta operación tantas veces hasta que el zócalo del tamaño requerido esté completamente formado.

Desenroscamos con la ayuda de un destornillador plano el segmento modernizado de la varilla del perno y por ahora lo dejamos de lado. Atornille la tuerca alargada firmemente en el eje de la amoladora y atornille nuevamente la parte diferida del eje del perno hasta que se detenga con un destornillador plano.
Insertamos el vástago del eje flexible en la ranura de la varilla del perno y nos aseguramos de que "quede" apretado allí sin un espacio notable. Deslice la tuerca de unión y observe el tamaño del giro de acuerdo con el diámetro y la altura de la tuerca alargada.

Desenroscamos la tuerca del husillo de la amoladora angular, desenroscamos la varilla del perno con ranuras en forma de cruz y, en su lugar, atornillamos los pernos en ambos lados, para lo cual sostendremos este hardware durante su procesamiento.
El giro de acuerdo con el marcado se lleva a cabo en una rueda de esmeril con accionamiento mecánico. Nos aseguramos de que después de girar, la tuerca de unión del eje flexible se deslice libremente sobre la parte mecanizada del hardware y no alcance la correa no tratada.
Atornille la tuerca modificada en el eje del molinillo. Enroscamos el soporte del vástago del eje flexible en él con la ayuda de un destornillador plano y probamos nuevamente el vástago y la tuerca de unión para su "ajuste" en su lugar.

Ahora es necesario fijar firmemente y sin desplazamiento la tuerca abocinada del eje flexible (que, de hecho, resultó estar "colgando" en el aire) con respecto a la base del eje de la amoladora angular. Esto se puede hacer usando un marco rígido de dos abrazaderas de los diámetros y puentes correspondientes entre ellos, interconectados por soldadura eléctrica.

Usando una pinza, una regla de metal y un marcador, notamos en la tira de metal vieja de longitud adecuada el ancho requerido suficiente para la fabricación de abrazaderas.
Sujete la tira marcada en una prensa de banco para cortarla a lo largo de la línea prevista con un molinillo de trabajo.
Esmerilamos la tira del ancho requerido en una esmeril con un accionamiento mecánico para eliminar las rebabas y completar el montaje planificado con la mayor precisión posible.
Con un calibrador, mida el diámetro de la base del eje del molinillo y seleccione una pieza de tubería del mismo tamaño que sirva como plantilla para la fabricación de la abrazadera correspondiente.
Sujetamos un extremo de la tira verticalmente, y la tubería horizontalmente en una prensa de banco y, golpeando la tira con un martillo, la doblamos alrededor de la tubería.
Probamos el anillo obtenido hasta la base del huso de la amoladora y marcamos los lugares de la curva y los segmentos, teniendo en cuenta la longitud de las "orejas" debajo de los pernos para la regla.


Nuevamente sujetamos la tira en un tornillo de banco y producimos un corte a lo largo de la marca. A continuación, formamos las "orejas", enderezamos el vendaje con un martillo para darle una forma cilíndrica. Para mayor confiabilidad, intentamos nuevamente con una venda casi terminada con orejas en la base de la amoladora angular y nos aseguramos de que coincida con el lugar deseado.

Seleccionamos un tubo de plantilla para la fabricación de la parte circunferencial de la tuerca abocinada del eje flexible y, de la misma manera que en el caso anterior, lo formamos con fuerza manual, un martillo, un tornillo de banco, un marcador, una amoladora de trabajo y alicates.

Nos aseguramos de que la abrazadera sea adecuada en tamaño y forma a la parte correspondiente del eje flexible, después de lo cual describimos un lugar para perforar agujeros para el perno de acoplamiento.


Instalamos las abrazaderas terminadas en sus lugares, como el vástago del eje flexible. Apriete los pernos de sujeción de las abrazaderas hasta su total inmovilidad.

Les adjuntamos una tira de metal, marcamos los lugares de flexión y segmentos. Usando una amoladora angular de trabajo, cortamos dos piezas de la longitud requerida.

Luego los doblamos de acuerdo con los diámetros de los vendajes unidos y realizamos el ajuste final, aplicando tiras ya curvadas a las abrazaderas y marcando los puntos de soldadura.
Primero, en las marcas soldamos las tiras al vendaje de un diámetro mayor desde los lados exteriores opuestos entre sí y simétricamente con respecto a las "orejas".
Luego sujetamos una prensa de banco entre los dos extremos libres de las tiras, una abrazadera más pequeña y también los conectamos con soldaduras.

Una vez que se completa la soldadura, procesamos las costuras en una esmeriladora con un accionamiento mecánico, por un lado, para un trabajo seguro en el futuro, por otro, para darle al producto una estética.
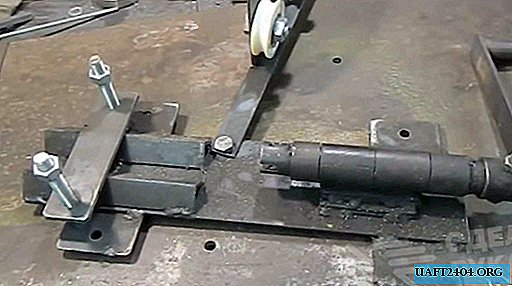
Queda por instalar nuestro marco en su lugar, primero asegurando de manera confiable la abrazadera en la base del eje búlgaro apretando el perno de acoplamiento con llaves.
Luego, en la vista en sección transversal del inserto roscado, instale el vástago del eje flexible, empuje la tuerca de unión y, finalmente, apriete la abrazadera del hardware de unión con las llaves.

Resultado
Una vez más, asegurándonos de que las abrazaderas estén fijadas de manera firme y confiable en su lugar, activamos el accionamiento búlgaro y vemos cómo el cuerpo de trabajo al final del eje flexible entró en rotación. Nuestro trabajo se ha completado con éxito.

La herramienta resultante ahora se puede utilizar para procesar piezas y piezas de madera y metal.

Share
Pin
Tweet
Send
Share
Send